|
تفاصيل المنتج:
|
| الحالة: | جديد | حالة المسحوق: | 380V / 50HZ أو حسب الطلب |
|---|---|---|---|
| السعة: | 150-220 كجم / ساعة أو حسب الطلب | أقطار الأنابيب: | 20-110 مم أو حسب الطلب |
| مواد مناسبة: | HDPE PPR LDPE LLDPE | ||
| إبراز: | خط إنتاج الأنابيب البلاستيكية PPR 20 مم,خط إنتاج الأنابيب PPR 110 مم,110 مم PPR آلة بثق الأنابيب |
||
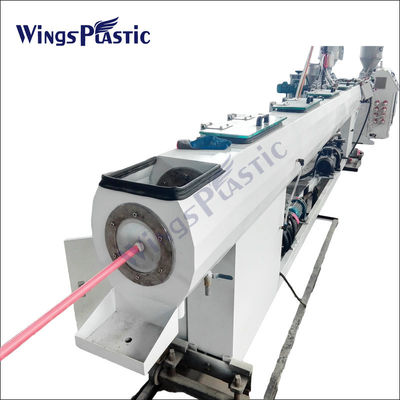
خط إنتاج آلة طحن أنابيب البلاستيك PPR
تدفقات الإنتاج:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
كيفية حل المشاكل التي واجهتها في عملية إنتاج أنابيب PPR
1وجود علامات الحروق على سطح الأنبوب قد يكون بسبب ارتفاع درجة الحرارة في الجسم أو الأنف.الشوائب في المواد الحبيبية؛ عدم استقرار المواد الخام الحرارية أو عدم كفاية مستوى الاستقرار الحراري ؛ جهاز التحكم في درجة الحرارة معطل.
2قد تكون الشرائط السوداء على سطح الأنابيب بسبب ارتفاع درجة حرارة الرأس وعدم تنظيف المرشح بدقة.
3قد يكون نقص اللمعان على سطح الأنابيب بسبب درجة حرارة العفن المنخفضة أو العالية.
4قد تكون التجاعيد على سطح الأنابيب ناتجة عن درجة حرارة غير متساوية حول القالب؛ الماء التبريد ساخن جدا؛ الجر بطيء جدا.
5قد تكون خشونة الجدار الداخلي للأنابيب بسبب انخفاض درجة حرارة قضيب القلب؛ درجة حرارة الجسم منخفضة جدا؛ درجة حرارة المسمار مرتفعة جدا.
6قد تكون الشقوق على الجدار الداخلي للأنابيب بسبب الشوائب في المادة؛ درجة حرارة قضيب القلب منخفضة جدا؛ درجة حرارة الجسم منخفضة؛ سرعة الجر سريعة جدا.
7قد يكون للجدار الداخلي من الأنابيب عدم المساواة، مما قد يؤدي إلى ارتفاع درجة حرارة المسمار بشكل مفرط؛ سرعة المسمار سريعة جدا.
8قد تكون هناك فقاعات على الجدار الداخلي من الأنابيب، والتي قد أصبحت رطبة.
9. عدم مساواة سمك جدار الأنابيب قد يؤدي إلى أن القالب الفموي والقالب الأساسي لا يتم محاذاة؛ درجة حرارة رأس غير متساوية؛ جاذبية غير مستقرة؛ الهواء المضغوط غير مستقر.
10قد يؤدي ثقيل الجدار غير متساوٍ إلى ثقيلة الأنابيب غير متساوية درجة حرارة غير متساوية حول رأس الآلةالثقوب في كلا الطرفين من خندق التبريد ليست مركزية.
11قد يصبح المنتج هشًا بسبب عدم كفاية تجميل الجسم؛ سرعة المسمار سريعة جدًا؛ درجة حرارة الرأس منخفضة جدًا؛ لزجة الراتنج مرتفعة جدًا.
12قد يؤدي تقلص كبير طولي أو عرضي للأنبوب إلى اختلاف شعاعي كبير بين قطر غلاف القياس والقطر الداخلي للقالب (عرضي) ؛سرعة الجر عالية جداً (طولية).
13يمكن أن يؤدي التفريغ البطيء المفاجئ إلى ارتفاع درجة الحرارة في قسم تغذية المسمار ؛ دخول الماء إلى جسم الطائرة ؛ ضغط الذوبان في رأس الآلة منخفض.
![]()

معلومات أساسية عن الآلة:
| حجم الجهاز | المحرك الرئيسي | السعة القصوى | قطر الأنابيب |
| 65/33 | 37 كيلوواط | 150kg/h | 16-63ملم |
| 65/33-H | 45 كيلوواط | 180kg/h | 16-63ملم |
| 65/33-H | 55 كيلوواط | 200kg/h | 20-110 ملم |
![]()
اتصل شخص: Mr. Wang
الهاتف :: +86 15092066953
الفاكس: 86--532-87252290


 Arabic
Arabic